Are you in search of top-tier equipment solutions for the sugar industry?
Look no further! We supply a comprehensive range of equipment designed to enhance efficiency, productivity, and sustainability in sugar processing.
Our offerings include:
Shell and Tube Heat Exchangers
Direct Contact Heaters
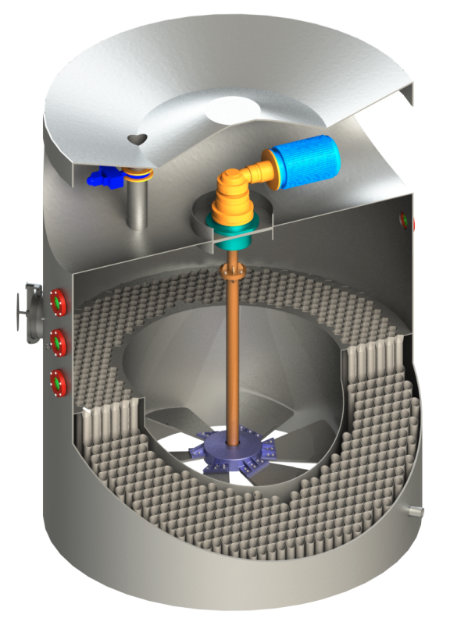
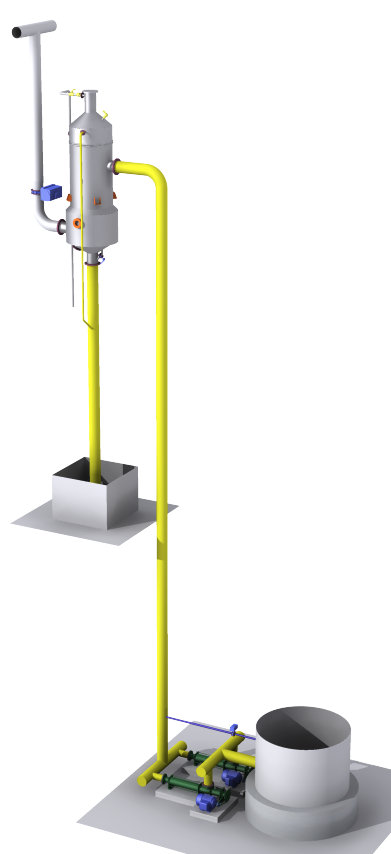
Syrup Clarifier System
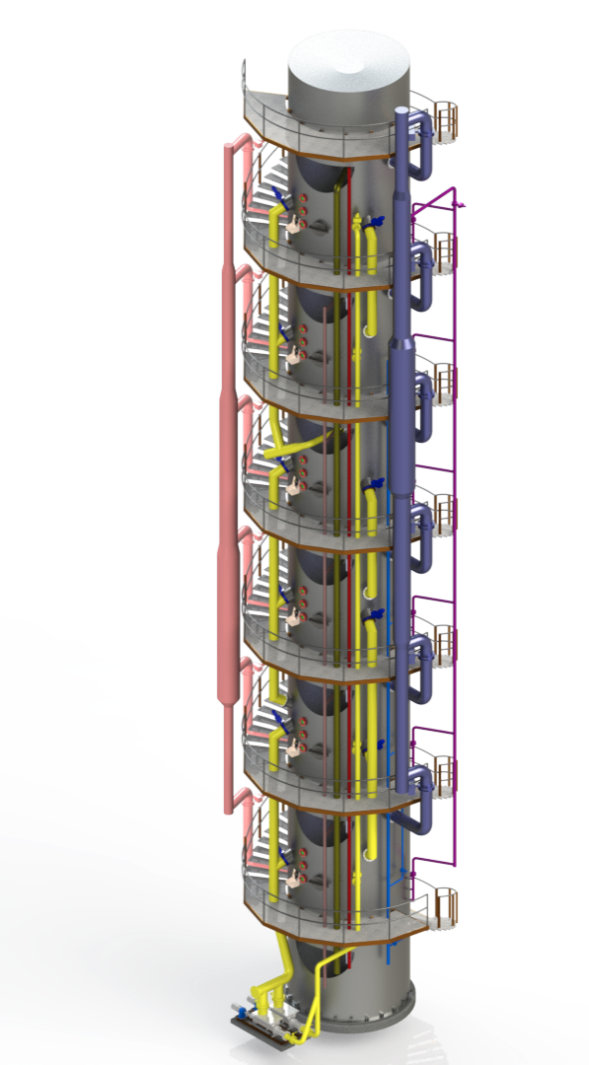
Falling Film Evaporator
Seed Preparation Mill Equipment for Boiling Operation in a Sugar Cane Factory
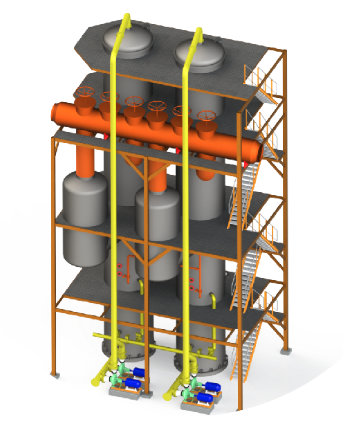
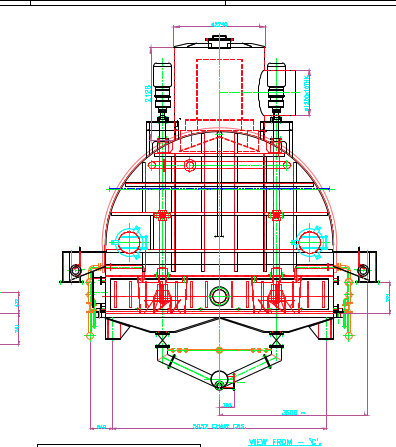
Continuous Vacuum Pan – Horizontal Unique Design & Capabilities
Vertical Vacuum Pan Solutions
Batch Vacuum Pan Circulators
Horizontal Crystallizers
Vertical Cooling Crystallizer
Molasses Conditioner
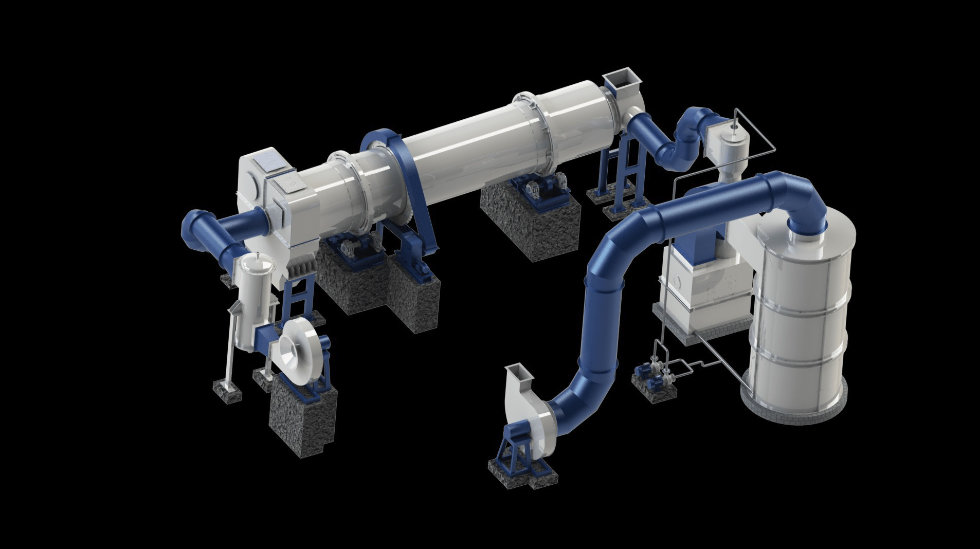
Rotary Sugar Dryer
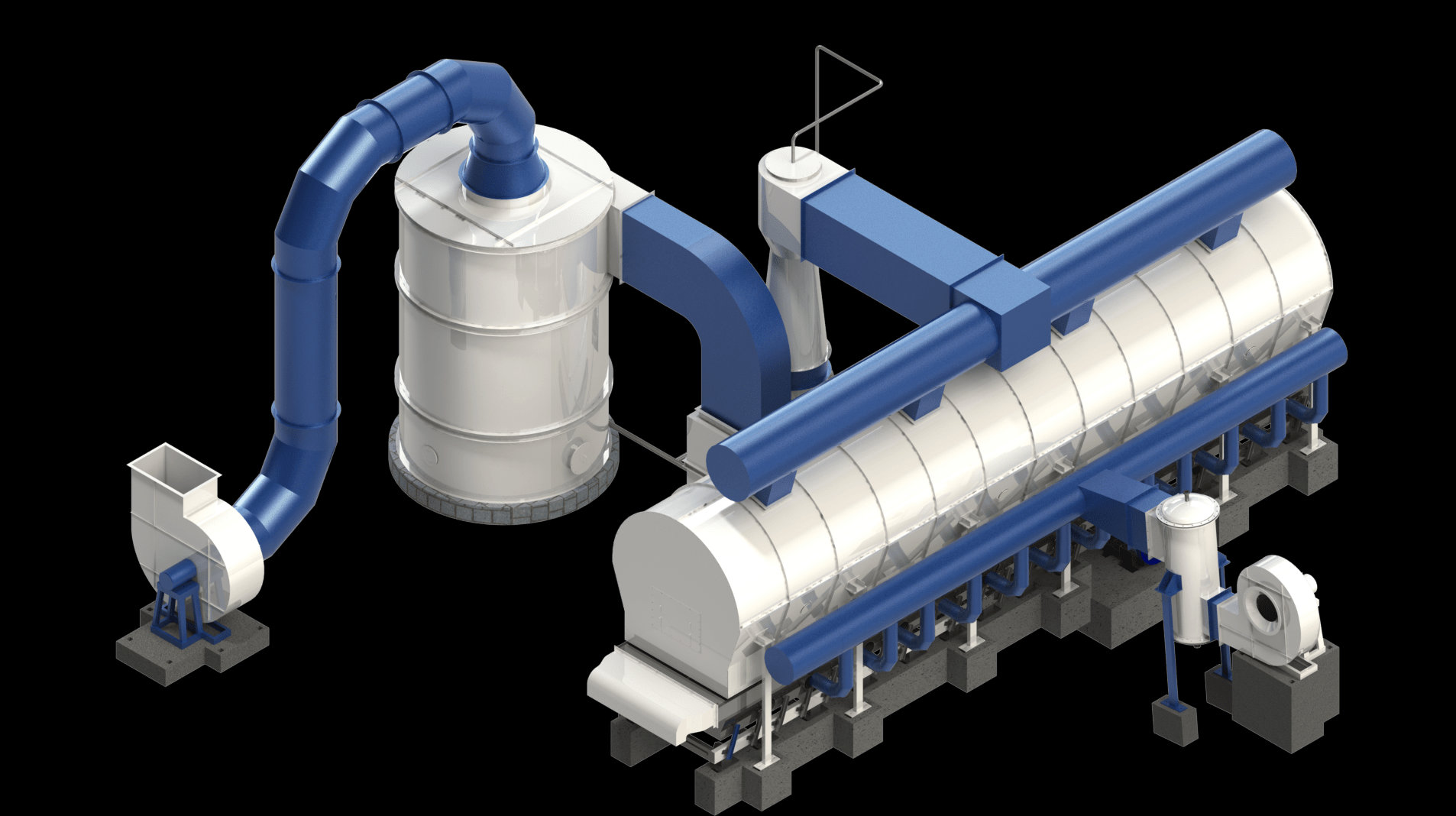
Fluidized Bed Dryer (FBD)
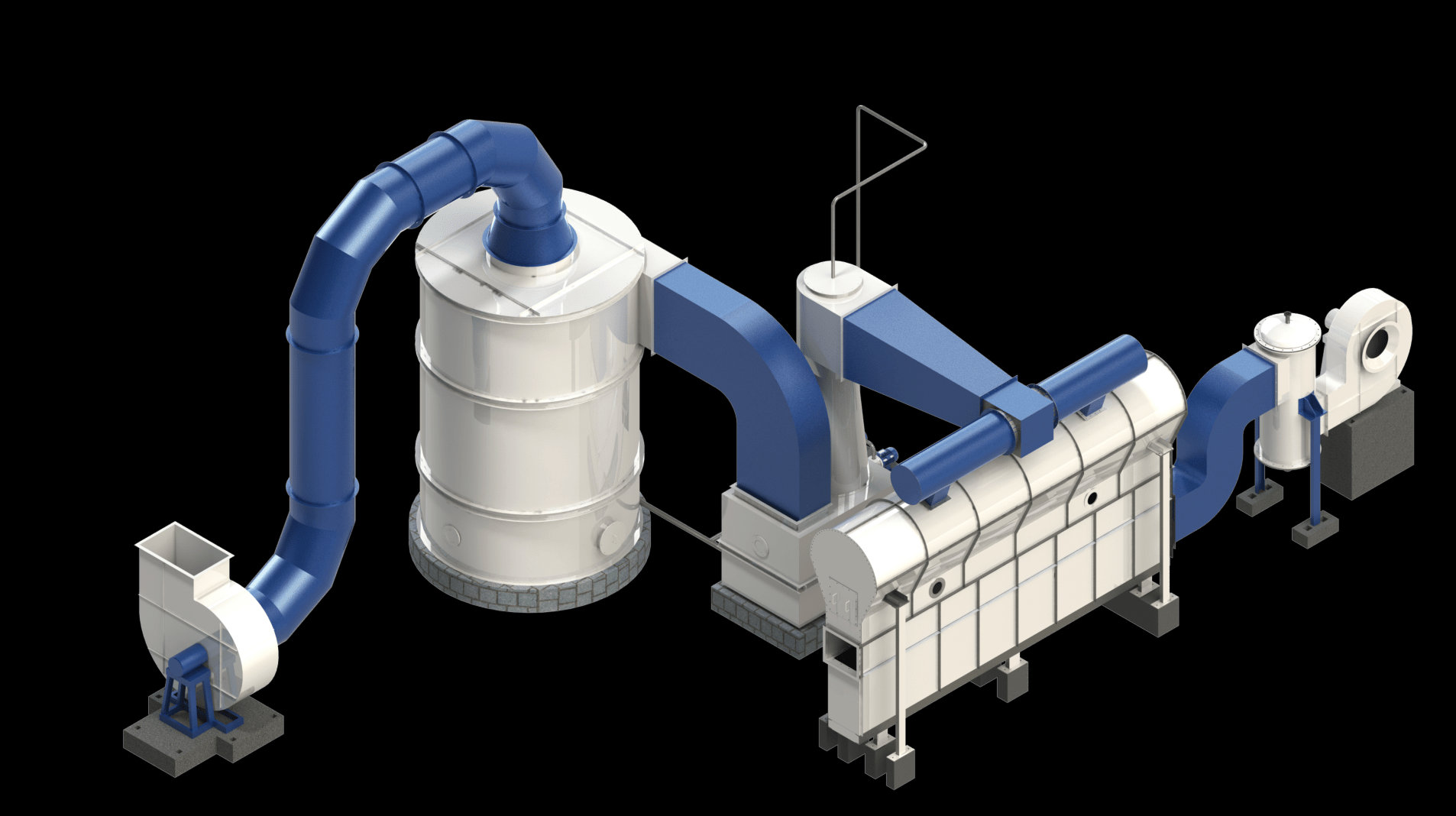
Static Fluidized Bed Sugar Dryer
Our commitment to quality, innovation, and customization sets us apart as a trusted partner in the sugar industry. To learn more about our equipment, explore tailored solutions, and discuss how we can meet your specific requirements, please don’t hesitate to reach out.Email us at sugar@crompion.com , and our team of experts will be delighted to provide you with all the information you need to take your sugar processing operations to the next level.
Discover the future of sugar industry equipment with us. Contact us today!